



焊接铸铁平板的正确运用和整体性平稳
时间:2022-11-08 作者:京卓工量具 文章来源:本站 点击:79次
焊接铸铁平板正确运用知识:
在操作焊接铸铁平板时要行精度调试。然后把焊接铸铁平板的台面擦洗洁净,在没有问题的情况下在运用,运用过程中,要注意避免工件和焊接铸铁平板的作业面有过激的碰撞,避免损坏焊接铸铁平板的作业面。工件的分量不能够焊接铸铁平板的额外载荷,否则会形成精度质量下降,还有也许损坏平板的构造,甚至会形成焊接铸铁平板变形,使之损坏无法运用。
工作面不应有裂纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平板准确度的其他缺陷;使用中的划线平板允许有不影响准确度的缺陷。检定方法采用目力观察和试验。尺寸小于或等于400mm*400mm的划线平板工作面上不可以有砂眼。尺寸大于400mm*400mm的划线焊接铸铁平板工作面上,直径不大于15mm且间距不小于80mm的砂眼允许用相同材料堵塞,但堵塞砂眼的数量不可以超过6个。堵塞砂眼处材料的硬度应稍低于周围材料的硬度。
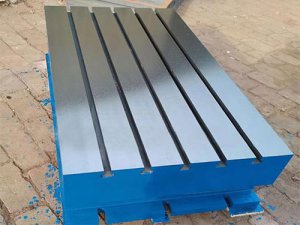
焊接铸铁平板采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
怎样计算焊接铸铁平板的平面度:
一、近期很多朋友都向我咨询焊接铸铁平板的平面度怎么计算,我整理了一些资料不知道对大家有没有帮助;有兴趣的朋友可以参考一下。对于用刀口尺和微米量块检定尺寸小的平板,其平面度算法比较简单。但是对于大尺寸焊接铸铁平板需要用电子水平仪或者自准直仪来检定,其数据处理是比较繁琐,也没有好的手算方法,通常只能借助程序进行数据处理。对于小焊接铸铁平板,按照米字形测量,其算法是很容易的。
二、焊接铸铁平板标准规定了精度等给为1等级、2等级、3等级焊接铸铁平板的型式与尺寸,技术要求,检验方法,标志与包装等。
三、测量a1b2c3对角线,在a1、c3位置架设1mm的等高量块,在b2位置塞入恰好能塞入的量块(原理同塞尺),如恰好塞入1.003mm的量块,说明受检点处凹下0.003mm,同理测量米字形的八条线,记下数据。如一组测量数据(单位:单位):a1,b2,c3=0,-3,0c1,b2,a3=0,-3,0a1,a2,a3=0,-1,0b1,b2,b3=0,-1,0c1,c2,c3=0,-1,0a1,b1,c1=0,-2,0a2,b2,c2=0,-2,0a3,b3,c3=0,-1,0米字形数据表为:0-10-2-3-20-10焊接铸铁平板的平面度为3个单位。
 焊接铸铁平板适用于各种检验工作、细致测量用的基础平面和平尺、方箱、V型架(铁)、弯板、直角尺、圆柱角尺等工具配合使用。焊接铸铁平板用于机床、机械、检验测量,检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作细致划线。焊接铸铁平板经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨,精刨是确定焊接铸铁平板3等级精度和表面粗糙度的一道工序,2等级以上精度焊接铸铁平板需要人工刮研,以确定平板的几何精度,对已合格的焊接铸铁平板应避免热源的影响和受酸碱的腐蚀,精度不错的焊接铸铁平板应放置在20℃±5℃的恒温处。
焊接铸铁平板适用于各种检验工作、细致测量用的基础平面和平尺、方箱、V型架(铁)、弯板、直角尺、圆柱角尺等工具配合使用。焊接铸铁平板用于机床、机械、检验测量,检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作细致划线。焊接铸铁平板经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨,精刨是确定焊接铸铁平板3等级精度和表面粗糙度的一道工序,2等级以上精度焊接铸铁平板需要人工刮研,以确定平板的几何精度,对已合格的焊接铸铁平板应避免热源的影响和受酸碱的腐蚀,精度不错的焊接铸铁平板应放置在20℃±5℃的恒温处。
使用焊接铸铁平板前要先看一下焊接铸铁平板的保质期是否过期,焊接铸铁平板的表面精度是否在合格的围内。使用不合格的焊接铸铁平板对工件进行测量,会直接影响实测工件的质量、保成测量值偏差。所以要经常的对焊接铸铁平板进行检验。焊接铸铁平板检定前的准备工作:
一、查看检具及主要配套设备合格证是否在期内,如不在期内则一律不准使用,应及时与维修人员联系,检查检具还是否合格。
二、焊接铸铁平板检定地点温度是否达到检定规程的要求(20±5℃),如不达到,应使用空调器调节检定地点温度,使其达到要求。
三、焊接铸铁平板检定工具在检定地点平衡温度的时间应不少于四小时。
四、清洗被检焊接铸铁平板表面,用120#溶剂汽油清洗擦净。
如何使得焊接铸铁平板的整体性平稳?下面,为您详细介绍:
一、在装置时应使各个支持点用调整垫铁垫好、垫实,由相关技术职员将其调整至合格精度。
二、在运用时要轻拿轻放工件,不要在焊接铸铁平板工作面上挪动比较粗糙的工件,以免形成对平面的磕碰、划伤等不良影响。
三、透风、枯燥的环境中,好远离热源和有腐蚀的气体、液体的环境是适当于装置焊接铸铁平板的理想之所。
四、假如长时间不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用外包装将焊接铸铁平板盖好,以避免由不测构成对工作面的磕碰损伤。
五、为了避免焊接铸铁平板整体变形,运用后,要将工件及时的卸下,避免工件长时间对焊接铸铁平板重压构成的变形。
六、为了避免焊接铸铁平板发作变形,在吊装焊接铸铁平板时,要用四根一样长度的钢丝绳同时挂住周边上得四个起重孔,才能够起吊并装在运输工具上。
七、将焊接铸铁平板支承点垫好、垫平,每个支持点受力均匀,使其成为整体性平稳。
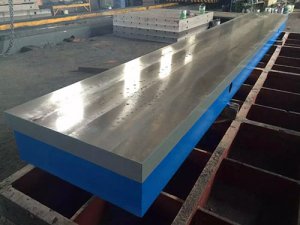
焊接铸铁平板是钳工用作零件划线的基本工具,也可用于直线度等形位公差的测量基准,机械设备的安装等。焊接铸铁平板采用灰口铸铁HT200-250,工作面硬度为HT170-240,平台铸件经过人工退火600℃-700℃或自然时效2-3年,去掉内应力,精度稳定,性能不错。
焊接铸铁平板工作面有长方形、正方形、圆形等,可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。在使用焊接铸铁平板研磨机时,下平板是固定不功的,上平板作摆动往复进行,运动路线是“S”形曲线,因为研磨速率与研磨压力成正比,所以下平板边缘就磨损的特别快,形成向凸面发展的趋势。错开距离越大,此种作用明显。而在平板的另一个方向,由于摆动量小,可不作考虑。
平板错开距离在上述研磨机上研磨时,是可调节的,—般错开距离在1/6平板尺寸较适当。为了很好地压上砂,对于新制或使用中的焊接铸铁平板,达到平面性和研去原来残留下的砂子,同时达到光洁度。
对于平面性要求,严格,一套焊接铸铁平板中的任意两块合起来的平面间隙,小于所要压的金刚砂颗粒尺寸的二分之一。只有这样,才能压的上,并且压的稳。但是,由于相对研磨时位置错移,使压力分配不均和研磨“机会”不等,又由于在砂粒小或砂粒被挤碎,焊接铸铁平板附吸力很大,产生较不错温度,影响平面性等因素,使焊接铸铁平板平面性不够理想。焊接铸铁平板机械加工工艺流程的制定一般可分为两个步骤。起先是制定焊接铸铁平板加工的工艺路线,然后再确定各道工序的所用设备、工序尺寸和工艺装备以及工时定额、切削规范等。
焊接铸铁平板采用垫铁安装的优点,移动方便。支架安装,焊接铸铁平板轻放到支架上、调整支架上的微调螺栓至到焊接铸铁平板水平。支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。地锚器安装是落地镗床工作台常用的安装方式,就是说焊接铸铁平板可以设计地锚器安装,先用户根据焊接铸铁平板的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将焊接铸铁平板调整水平,而后的地脚螺栓安装则是要住哟焊接铸铁平板要根据用户的要求设计安装方式,地脚螺栓安装。
焊接铸铁平板在使用时要行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
焊接铸铁平板的平面是划线工作的基准面,它的平面度误差直接影响划线精度,所以对于划线平板应注意经常维护保养,以确定划线尺寸正确。
