



焊接平台形式和铸造工艺
时间:2023-02-09 作者:京卓工量具 文章来源:本站 点击:178次
焊接平台是一种新型的数字化、标准化、模块化、通用化的环保工装夹具,它是一种三维平面孔系夹紧系统,有D28和D16两种系列。
它以多种形式的工作台为基础,配备多种形状、多种规格的标准结构模块,相互间用它特有的定位连接销拴连接,在工作台上需要焊接或装配的工件用带有补偿的形式多样的手动夹紧器夹紧;根据需要,也可以配备液压、气动、链型等多种形式的夹紧方式。
焊接平台工作面是使用中接触多的地方,工作面按承重、精度、开槽等情况设计的厚度,工作台面的厚度较为关键,既要确定使用效果还不能太厚,也就是做到性价比较不错;性价比好还涉及到围子和筋,围子在使用中起到支撑作用,厚度和高度都和平台支撑能力息息相关,增加筋起着拉伸作用,也要根据承重要求设计搭配增加筋的高度和厚度,增加筋的高度通常为半筋、满筋及平筋。
焊接平台使用寿命不错,焊接平台只要采用正确的方法使用和保放,焊接平台工作面的精度可以保持使用2年以上,焊接平台精度降低时可以通过调试或刮研工艺恢复,所以,延长焊接平台的寿命,确定工作质量要注意:
一、在使用焊接平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
二、焊接平台使用后应清洗干净,搞好防锈工作。
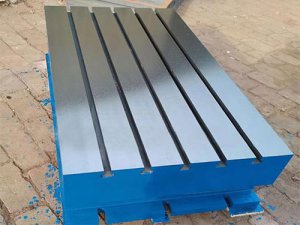
焊接平台的承载能力不错,钢性稳定,它的五个面均加工有规则的孔,并刻有网线。焊接平台可方便地延伸和扩展,组合。经扩展的标准台面可模块化的定位和夹紧直接连接在一起。在安装、调整和定位工件过程将三维柔性焊接夹具工装系统的通用功能展示的很好,在了大型工件方面的应用上。三维柔性焊接夹具的工作面的精加工准确度等级为0级和1等级的平板工作面应采用刮研法或效果与刮研法类似的其他工艺方法进行精加工。
焊接平台的表面经过特别处理,使焊接时产生的飞溅不容易粘在其工作表面。定位和夹紧销栓表面经过淬火处理,使其不易磨损、经用。柔性组合夹具的所有模块加工精度均较不错,工作平台在2000mm的范围内定位孔的位置误差在±0.1mm以内,全部可以达到焊接加工的需要。
在装配或焊接过程中,使用定位块、连接块、夹紧器和支撑块,能够对工件准确定位,需要焊接的工件可以被稳定地固定在各个定位点或定位面上。如果工件本身的几何尺寸不准确,也可以很快被检测出来,在初加工工序中便被去掉。使用CAD及Pro/E设计系统,可以简便地对样件进行模拟装配,准确的模块尺寸能确定装配精度。在工作平台和模块结构设计中,充足考虑了使用刚性和强度的要求,每个标准2000mm×1000mm的工作平台载重量可达十吨并能确定其重复定位和夹紧的精度。
焊接平台已普遍应用于汽车制造、工程机械、船舶修造、轨道交通、结构件焊接、钣金箱体、自行车、摩托车制造、与焊接机器人或用焊机配套等等;工作台的五个工作面都有100mm×100mm(D28系列)或50mm×50mm(D16系列)的带有网格标注的孔。其五个面的平面、平行、垂直公差精度以及孔与孔的位置精度都是高的,确定在台面上的定位和台面与其它模块之间的组合都具有足够的使用精度要求。基础台面的尺寸从1000mm×1000mm到4000mm×2000mm可以任意选择,特别尺寸可以订做。如果台面与台面组合后的精度要求很高,则可以使用导轨将它们连接起来。
焊接平台的重要性:交叉板应该是两个人为效应(退火)或自然老化两三年以减少铸件的应力,以交叉板的白色组织,提升平台的工作表面硬度。使焊接平台的精度和稳定性,不易磨损。
铸造工艺规程,一般可以分为两类:
一类是通用性的,即对铸造过程中的各个主要环节,例如,对型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对各个铸件都适用的)工艺规程。另一类是对各个铸件,根据其各自的要求,设计出工艺图或工艺卡等。
铸造工艺规程的内容和形式铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸件质量、生产速率和铸件成本起着决定性的作用。铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸件,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸件,则可以简单些。所以格式不可能统一,形式也是多种多样。
